
Tin tức
Nâng Cao Hiệu Suất Với Cách Sử Dụng Máy Hàn Que Đúng Kỹ Thuật
Bạn muốn trở thành một thợ cơ khí hàn que thành thạo? Đừng lo, chúng tôi đã có một hướng dẫn đầy đủ và chi tiết để giúp bạn thực hiện việc sử dụng máy hàn que đúng kỹ thuật bằng máy hàn que. Dù khá không dễ sử dụng, nhưng loại máy hàn này lại được sử dụng phổ biến hơn bởi chi phí vận hành rẻ. Hãy tìm hiểu các bước cần thiết trước khi thực hiện hàn que, từ chuẩn bị đến lưu ý và mọi thao tác trên máy. Chúng tôi xin chắc chắn rằng sau khi đọc bài viết này, bạn sẽ tự tin và tràn đầy kiến thức để tiến tới sự thành công trong công việc hàn que!

Hướng dẫn chi tiết về việc sử dụng máy hàn que
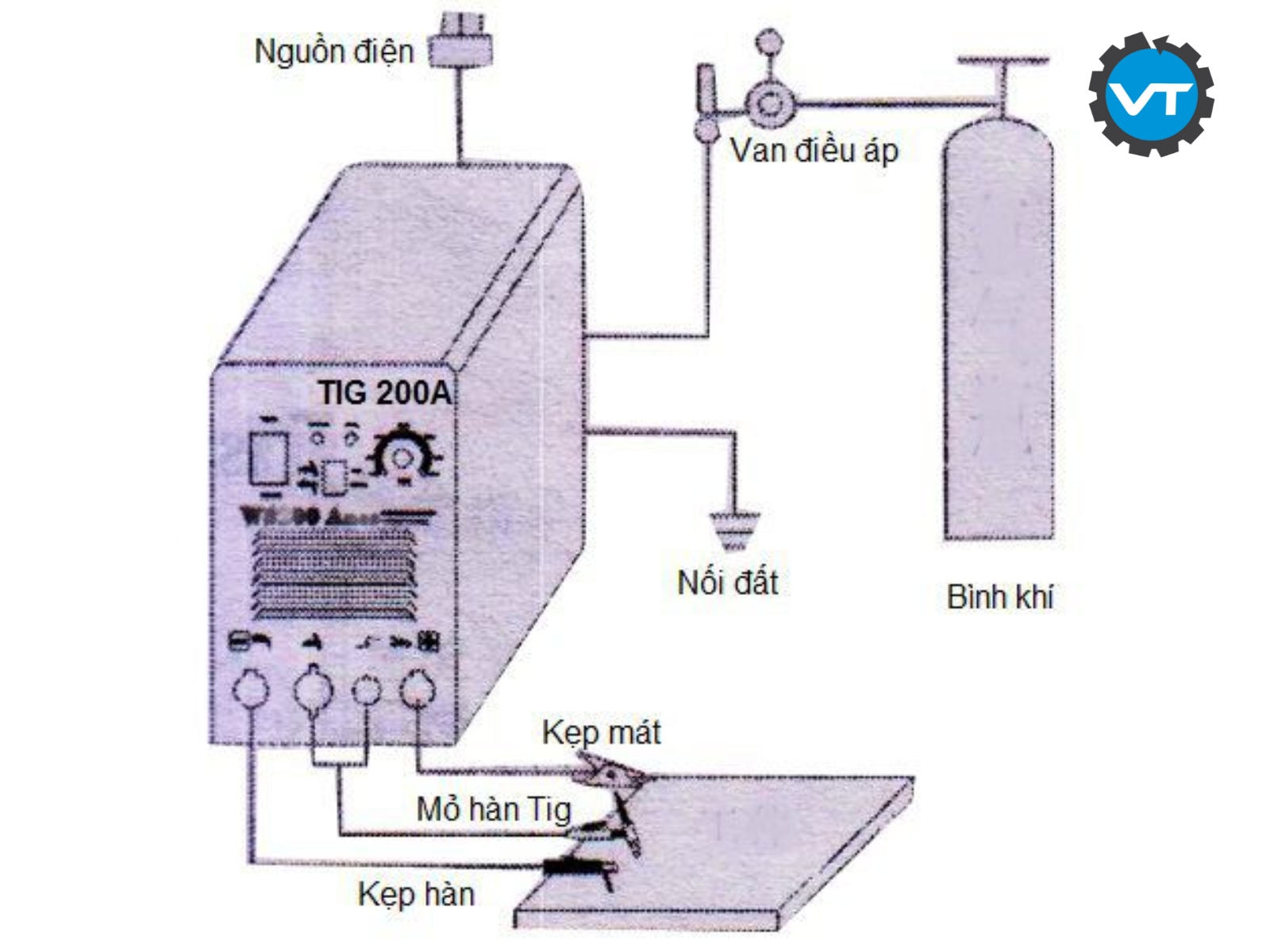
Bước 1: Thiết lập kết nối dây hàn và dây mass vào máy hàn que điện tử
Để bắt đầu quá trình hàn, đầu tiên chúng ta sẽ kết nối dây hàn và dây mass vào máy hàn que điện tử. Các bước sau sẽ hướng dẫn bạn làm điều này:
1.1. Chuẩn bị các phụ kiện cần thiết
Trước tiên, hãy xác định và chuẩn bị các phụ kiện cần thiết bao gồm dây hàn, dây mass, kẹp hàn và kẹp mass.
1.2. Xác định cực âm và cực dương của máy hàn
Trên máy hàn, xác định cực âm và cực dương. Thường thì cực âm được ký hiệu bằng dấu trừ (-) hoặc có ký hiệu tiếng Anh “NEG”, còn cực dương được ký hiệu bằng dấu cộng (+) hoặc có ký hiệu tiếng Anh “POS”.
1.3. Kết nối dây mass vào cực âm của máy hàn
Sau khi xác định cực âm, chúng ta sẽ kết nối dây mass (có kẹp mass) vào cực âm của máy hàn. Đảm bảo rằng kẹp mass được kẹp chặt lên cực âm để đảm bảo kết nối chắc chắn.
1.4. Kết nối dây hàn vào cực dương của máy hàn
Tiếp theo, chúng ta sẽ kết nối dây hàn (có kẹp hàn) vào cực dương của máy hàn. Hãy đảm bảo kẹp hàn không tiếp xúc với đường hàn để tránh gây trở kháng và giữ quy trình hàn diễn ra dễ dàng.
1.5. Kiểm tra kết nối
Sau khi kết nối dây hàn và dây mass vào máy hàn, hãy kiểm tra kết nối để đảm bảo tất cả đúng đắn trước khi tiến hành quá trình hàn. Hãy kiểm tra kẹp hàn và kẹp mass có được kẹp chặt lên các cực không và dây hàn và dây mass có được kết nối chắc chắn vào máy hàn.
Bằng cách làm theo các bước trên, bạn đã thiết lập kết nối dây hàn và dây mass vào máy hàn que điện tử thành công. Bước tiếp theo là chuẩn bị vật liệu hàn và tiếp tục quá trình hàn.

>> Xem thêm bài viết sau đây:
- Mua Máy Hàn Mig Mini Cũ Chính Hãng
- Cách Sử Dụng Máy Hàn Mig Dùng Khí CO2 2023
- Bí quyết sử dụng máy hàn Mig hiệu quả năm 2023
Bước 2: Gắn que hàn vào kẹp hàn
Trước tiên, hãy chọn que hàn phù hợp với vật liệu và công việc cần thực hiện. Bạn cần nhận biết và hiểu rõ các đặc tính của vật liệu để có thể lựa chọn que hàn có thành phần hoá học và tính chất kỹ thuật phù hợp. Điều này sẽ giúp tăng cường độ bền và tính chất của điểm hàn sau khi hoàn thiện.
Tiếp theo, hãy chuẩn bị kẹp hàn đúng cách. Đảm bảo kẹp hàn không bị ôxi hóa bởi vết bụi, dầu mỡ hoặc các chất bẩn khác. Điều này có thể làm gián đoạn quá trình hàn hoặc thậm chí gây mất kết nối với vật liệu cần hàn.
Sau khi kẹp hàn đã được chuẩn bị sạch sẽ, điều quan trọng tiếp theo là gắn que hàn vào kẹp một cách chính xác. Để đảm bảo quá trình hàn không bị gián đoạn và giảm thiểu nguy cơ hư hỏng của que hàn, hãy thắt chặt đầu que hàn với đầu kẹp một cách chắc chắn và không lỏng lẻo. Điều này đảm bảo mức tiếp xúc tốt và dẫn đến truyền nhiệt tối đa từ kẹp hàn tới que hàn và vật liệu cần hàn.
Cuối cùng, hãy kiểm tra kỹ mối hàn sau khi đã gắn que hàn vào kẹp. Kiểm tra đảm bảo mối hàn không trơn trượt, không có gián đoạn và không bị nứt nẻ. Điều này sẽ đảm bảo rằng kết quả hàn là một liên kết vững chắc và đáng tin cậy.

Bước 3: Thiết lập dòng hàn
Xác định đường kính của que hàn
Trước khi đi vào việc thiết lập dòng hàn, chúng ta cần xác định đường kính của que hàn. Nếu que hàn có đường kính lớn, điều này cho thấy việc hàn phải chịu đựng một lượng nhiệt lớn và cần có dòng hàn mạnh để đảm bảo quá trình hàn hoàn thành một cách tốt nhất.
Điều chỉnh núm vặn dòng hàn
Sau khi xác định đường kính của que hàn, chúng ta sẽ điều chỉnh núm vặn dòng hàn trên máy hàn que. Núm vặn dòng hàn cũng được gọi là cường độ dòng hàn, được đo bằng đơn vị Ampe.

– Nếu que hàn có đường kính lớn, hãy điều chỉnh núm vặn dòng hàn sao cho dòng hàn đạt mức lớn nhất.
– Tuy nhiên, nếu que hàn có đường kính nhỏ, hãy điều chỉnh núm vặn dòng hàn sao cho dòng hàn đạt mức thấp nhất cần thiết. Việc này đảm bảo rằng việc hàn chỉ yêu cầu một lượng nhiệt nhỏ hơn và không cần một dòng hàn quá mạnh.
Cân nhắc yếu tố khác
Việc thiết lập dòng hàn phụ thuộc vào đường kính của que hàn, nhưng cũng phụ thuộc vào các yếu tố khác như loại vật liệu được hàn và yêu cầu của quy trình hàn. Ví dụ, hàn inox thường yêu cầu dòng hàn thấp hơn so với hàn thép thông thường.
Đảm bảo chính xác và các vấn đề
Phần quan trọng là, việc thiết lập dòng hàn phải được thực hiện cẩn thận và chính xác để đảm bảo độ bền của kết cấu hàn và tránh các vấn đề như nứt, mối hàn yếu hoặc khuyết tật. Do đó, sử dụng Máy Đo Chuyên Dụng là một lựa chọn tốt để đo và kiểm tra cường độ dòng hàn, đảm bảo rằng nó đáp ứng đúng yêu cầu của quá trình hàn.
Bước 4: Cung cấp nguồn điện cho máy hàn
Mỗi máy hàn cần sử dụng một nguồn điện vào phù hợp để hoạt động hiệu quả. Trong trường hợp này, máy hàn có thể yêu cầu sử dụng nguồn điện có điện áp là 220V hoặc 380V. Điểm quan trọng cần lưu ý là nguồn điện 3 pha với điện áp 380V chỉ phù hợp cho máy hàn dùng trong lĩnh vực công nghiệp.
Trước khi cắm dây điện vào nguồn điện, người sử dụng cần đảm bảo rằng công tắc On/Off của máy đã được chuyển về trạng thái tắt. Điều này là để đảm bảo an toàn và tránh mọi sự cố không đáng có, như trường hợp máy bất ngờ kích hoạt hoặc tự vận hành mà không có sự kiểm soát.

Bước 5: Thực hiện quá trình hàn
Sau khi đã chuẩn bị và xác định vị trí cần hàn, ta tiến hành quá trình hàn bằng cách sử dụng que hàn. Với đầu que hàn tiếp xúc chính xác với bề mặt cần hàn, việc hàn sẽ được thực hiện một cách chính xác và hiệu quả.
Trước khi tiến hành hàn, ta cần cung cấp nguồn điện cho máy hàn. Bằng cách bật công tắc, máy hàn sẽ được cung cấp công suất điện cần thiết để thực hiện quá trình hàn. Quá trình này đòi hỏi một nguồn điện đáng tin cậy và ổn định để đảm bảo hiệu suất tối ưu và an toàn cho quá trình hàn.
Khi đã có nguồn điện, các điện cực trên que hàn sẽ nóng lên và tạo ra nhiệt độ cao để làm nóng và tan chảy các vật liệu cần hàn. Điểm quan trọng trong quá trình này là duy trì đúng nhiệt độ và áp suất phù hợp để đảm bảo việc hàn được thực hiện một cách chính xác và đạt được kết quả mong muốn.

Kỹ thuật viên được yêu cầu điều chỉnh các thiết đặt trên máy hàn như nhiệt độ, điện áp và dòng điện để đạt được hiệu suất tối ưu. Quá trình điều chỉnh này đòi hỏi sự am hiểu sâu sắc về tính chất và đặc điểm của vật liệu cần hàn, cũng như hiểu rõ về quá trình hàn và cách thức hoạt động của máy hàn.
Khi đã điều chỉnh đúng các thiết đặt, kỹ thuật viên thực hiện quá trình hàn bằng cách đưa que hàn đến vị trí cần hàn. Với sự chính xác và sự điều tiết của người thao tác, que hàn được đặt vào vị trí và tiếp xúc chính xác với vật liệu cần hàn. Chính vì thế, việc hàn sẽ được thực hiện một cách chính xác và hiệu quả.
Quá trình hàn là một công việc kỹ thuật đòi hỏi sự tỉ mỉ và kiên nhẫn. Kỹ thuật viên cần có kiến thức và kỹ năng để phối hợp các quy trình và điều chỉnh hiệu quả các thiết đặt trên máy hàn. Chỉ khi quá trình hàn được thực hiện đúng cách và đạt được chất lượng tốt nhất, sản phẩm cuối cùng mới đạt được độ bền và tính đồng nhất cần thiết.
Nâng cao kỹ năng hàn que đẹp: Cách làm đúng từ A đến Z
Làm sạch vật hàn trước khi hàn
Trước hết, để hàn que đẹp và có mối hàn chất lượng, bạn cần đảm bảo vật hàn được làm sạch trước khi hàn. Để làm điều này, bạn cần làm theo các bước sau:
1. Kiểm tra vật hàn: Trước khi bắt đầu làm sạch, hãy kiểm tra vật hàn để xác định xem có xỉ hàn (nếu có) hoặc bất kỳ chất cặn nào khác cần được làm sạch.

2. Loại bỏ xỉ hàn: Nếu có xỉ hàn trên vật hàn, hãy sử dụng búa để gõ xỉ hoặc dùng bàn chà sắt để làm sạch. Đảm bảo bạn gõ nhẹ nhàng và không làm hỏng bề mặt của vật hàn.
3. Làm sạch bằng chất tẩy: Sử dụng chất tẩy hợp lý để làm sạch vật hàn. Bạn có thể dùng nước rửa chén, dung dịch chất tẩy hoặc dung dịch xà phòng nhẹ để làm việc này. Đảm bảo bạn làm sạch toàn bộ bề mặt của vật hàn.
4. Rửa sạch và lau khô: Sau khi làm sạch vật hàn bằng chất tẩy, hãy rửa sạch bằng nước và lau khô hoàn toàn vật hàn. Điều này đảm bảo không còn chất tẩy hoặc bụi bẩn nào còn lại trên bề mặt của vật hàn.
5. Sử dụng khăn sạch: Luôn sử dụng khăn sạch hoặc vật liệu không có tĩnh điện để lau sạch vật hàn. Điều này giúp tránh tĩnh điện có thể gây ảnh hưởng đến quá trình hàn.
Nhớ rằng, việc làm sạch vật hàn trước khi hàn rất quan trọng để đảm bảo mối hàn đẹp hơn, và giúp tạo sự kết dính và chắc chắn cho mối hàn.
Sử dụng que hàn phù hợp với dòng hàn

Cách sử dụng que hàn và điều chỉnh dòng hàn phù hợp không khó như bạn nghĩ, dựa vào bảng thông số dưới đây, bạn sẽ biết cách chọn dòng điện phù hợp với que hàn nhất. Phạm vi điều chỉnh dòng điện hàn AC/DC cho từng loại que hàn như sau:
- Đường kính que hàn 2,5mm nên điều chỉnh dòng hàn 50 – 90A.
- Đường kính que hàn 3,2mm nên điều chỉnh dòng hàn 90 – 130A.
- Đường kính que hàn 4.0mm nên điều chỉnh dòng hàn 140 – 190A.
- Đường kính que hàn 5.0 mm nên điều chỉnh dòng hàn 180 – 240A.
Ngoai ra, dòng hàn có thể điều chỉnh theo cách tính sau: 1A tương ứng với 0.0254 mm đường kính que hàn.
Lưu ý: nếu bạn thiết lập cường độ dòng hàn quá cao sẽ gây hiện tượng tóe tia lửa hàn, cháy biên hoặc thủng mối hàn. Còn cường độ dòng hàn quá thấp so với tiêu chuẩn làm việc sẽ gây ra hiện tượng dính que, độ ngấu thấp, chất lượng hàn không đẹp, không chắc chắn.
Vì vậy nếu mới làm quen bạn nên để dòng hàn ở mức thấp rồi tăng dần lên, đến khi nào phù hợp với độ ngấu của vật liệu hàn mà bạn ưng ý. Để trở thành một “chuyên gia hàn que” bạn cần phải luyện tay nghề nhiều lần và đúc kết được kinh nghiệm trong mỗi lần hàn que.

Điều chỉnh hồ quang cho máy hàn que
Bước 1: Xác định các yếu tố ảnh hưởng đến chiều dài hồ quang
Trước khi điều chỉnh hồ quang, bạn cần xác định các yếu tố ảnh hưởng đến chiều dài hồ quang bao gồm: đường kính que hàn, loại điện cực, lõi thuốc bọc, cường độ dòng điện và vị trí hàn. Bạn cần hiểu rõ các yếu tố này để có thể điều chỉnh hồ quang một cách chính xác.
Bước 2: Tăng hoặc giảm chiều dài hồ quang
Thông thường, chiều dài hồ quang tăng khi sử dụng điện cực, đường kính, dòng hàn lớn (nhưng không lớn hơn đường kính lõi điện cực). Tuy nhiên, bạn cần lưu ý rằng nếu chiều dài hồ quang quá cao sẽ làm giảm độ tập trung của hồ quang, gây mối hàn không đẹp và rỗ khí. Ngược lại, nếu hồ quang quá ngắn, sẽ gây ngắn mạch trong quá trình dịch chuyển kim loại.
Để điều chỉnh chiều dài hồ quang, bạn cần dựa vào sự hiểu biết, cách nhìn và kinh nghiệm của mình sau mỗi lần hàn. Với thời gian, bạn sẽ căn chỉnh được đúng chiều dài hồ quang phù hợp.

Bước 3: Kiểm tra và đánh giá độ ổn định của hồ quang
Mẹo để biết được chiều dài hồ quang ổn định nhất là nếu tiếng nổ của hồ quang nghe đều, êm, ánh sáng không quá sáng hoặc tối, chỉ vừa đủ thì chiều dài hồ quang được đánh giá là có thể chấp nhận được. Nếu bạn nghe thấy tiếng nổ không đều, ánh sáng quá sáng hoặc tối, bạn cần điều chỉnh lại hồ quang cho phù hợp.
Khi điều chỉnh hồ quang, hãy đảm bảo tuân thủ các biện pháp an toàn, đảm bảo mắt của bạn được bảo vệ bằng kính bảo hộ hàn và đảm bảo không có vật cản gây nguy hiểm gần khu vực hàn.
Với các bước trên, bạn có thể điều chỉnh hồ quang cho máy hàn que một cách chính xác và đảm bảo hiệu suất hàn tốt nhất.
Điều chỉnh góc nghiêng hàn
1. Xác định bề mặt hàn
Trước khi điều chỉnh góc nghiêng hàn, bạn cần xác định được bề mặt hàn. Bề mặt có thể là bề mặt phẳng hoặc hồ quang (chiều dọc). Sự xác định đúng bề mặt hàn sẽ giúp bạn điều chỉnh góc nghiêng hàn một cách chính xác và đạt kết quả tốt hơn.
2. Điều chỉnh góc nghiêng hàn trên bề mặt phẳng
– Nếu bạn hàn trên bề mặt phẳng, góc que hàn nên nghiêng từ 5 – 15 độ theo hướng chuyển động.
– Để điều chỉnh góc nghiêng hàn, bạn có thể sử dụng các phụ kiện hỗ trợ như gờ hàn, góc hàn hay thước hàn có mở rộng góc.

3. Điều chỉnh góc nghiêng hàn trên bề mặt hồ quang (chiều dọc)
– Nếu bạn hàn hồ quang ở vị trí thẳng đứng (chiều dọc), góc que hàn nên từ 0 – 15 độ ngược chiều với hướng di chuyển que hàn.
– Để điều chỉnh góc nghiêng hàn trên bề mặt hồ quang, bạn có thể sử dụng các phụ kiện hỗ trợ như kẹp hàn, gắp hàn hoặc giá đỡ hàn.
Điều chỉnh góc nghiêng hàn đúng cách sẽ giúp bạn tạo ra mối hàn đẹp và đảm bảo chất lượng công việc hàn của mình. Hãy nhớ luôn kiểm tra và điều chỉnh góc nghiêng hàn trước khi bắt đầu hàn để đảm bảo kết quả tốt nhất.
Thực hiện thao tác que hàn
Chuyển động ngang
- Tiến hành chuẩn bị bề mặt mối hàn bằng cách làm sạch và làm khô.
- Đặt que hàn vào điểm hàn đầu tiên trên mối hàn.
- Bắt đầu thao tác bằng việc di chuyển que hàn ngang qua mối hàn với tốc độ đều, đồng thời giữ cho que hàn cách mối hàn một khoảng cách nhỏ.
- Khi hoàn thành một vòng hàn, quay lại điểm hàn ban đầu và tiếp tục thao tác.

Chuyển động dọc
- Chuẩn bị bề mặt mối hàn như trên.
- Đặt que hàn vào điểm hàn đầu tiên.
- Bắt đầu thao tác bằng cách di chuyển que hàn từ điểm hàn đầu tiên đến điểm hàn cuối cùng trên mối hàn.
- Giữ cho que hàn tiếp xúc với mối hàn trong suốt quá trình di chuyển.
- Khi đến điểm hàn cuối cùng, dừng lại và ra khỏi mối hàn.
Chuyển động liên tục
- Chuẩn bị bề mặt mối hàn như trên.
- Đặt que hàn vào điểm hàn đầu tiên.
- Bắt đầu thao tác bằng việc di chuyển que hàn từ điểm hàn đầu tiên đến điểm hàn cuối cùng một cách liên tục, không dừng lại.
- Giữ cho que hàn tiếp xúc với mối hàn trong suốt quá trình di chuyển.
- Khi đến điểm hàn cuối cùng, dừng lại và ra khỏi mối hàn.
Chuyển động ngắt quãng
- Chuẩn bị bề mặt mối hàn như trên.
- Đặt que hàn vào điểm hàn đầu tiên.
- Bắt đầu thao tác bằng việc di chuyển que hàn từ điểm hàn đầu tiên đến điểm hàn cuối cùng theo đoạn và dừng lại.
- Rút que hàn ra khỏi mối hàn và đặt que vào điểm hàn tiếp theo.
- Tiếp tục thao tác theo các bước 3 và 4 cho đến khi hoàn thành toàn bộ mối hàn.
Lưu ý: Với vật liệu hàn mỏng, tránh áp dụng chuyển động ngang để tránh thủng mối hàn. Thay vào đó, sử dụng chuyển động dọc và ngắt quãng để đảm bảo chất lượng hàn tốt nhất.

Làm sạch mối hàn sau khi hàn
1. Dùng búa đập hoặc bàn chải sắc
Sau khi hoàn thành quá trình hàn, đầu tiên chúng ta cần làm sạch mối hàn bằng cách sử dụng búa đập hoặc bàn chải sắc. Đảm bảo rằng chúng ta đã tắt hàn và cho phép nó nguội hoàn toàn trước khi tiến hành làm sạch. Sử dụng búa đập nhẹ nhàng hoặc bàn chải sắc để loại bỏ các xỉ hàn bám trên mối hàn. Hãy di chuyển cẩn thận để không làm hỏng hoặc làm trầy xước bề mặt của vật liệu đã được hàn.
2. Sử dụng máy mài khuôn
Nếu mong muốn có kết quả mối hàn mịn màng và đẹp mắt hơn, chúng ta có thể sử dụng máy mài khuôn để làm nhẵn mối hàn. Trước khi tiến hành sử dụng máy mài khuôn, hãy đảm bảo chúng ta đã mặc đồ bảo hộ như mặt nạ, kính bảo hộ và găng tay để đảm bảo an toàn. Đặt mối hàn trên bàn làm việc và sử dụng máy mài khuôn di chuyển qua lại trên mối hàn. Tuyệt đối chú ý đến áp lực và tốc độ di chuyển để tránh làm hỏng kết cấu của mối hàn.
3. Kiểm tra kết quả và làm sạch bề mặt
Sau khi hoàn thành quá trình làm sạch mối hàn, chúng ta cần kiểm tra kết quả để đảm bảo rằng mối hàn đã được làm sạch một cách đáng tin cậy. Sử dụng một cái lau sạch hoặc khăn mềm để lau bề mặt của mối hàn và kiểm tra xem có còn xỉ hàn hoặc bụi bẩn nào không. Nếu cần thiết, tiếp tục làm sạch cho đến khi bề mặt hoàn toàn sạch sẽ.
Trên đây là quy trình chi tiết để làm sạch mối hàn sau khi hàn. Hãy đảm bảo tuân thủ các bước này và luôn luôn kiểm tra an toàn trước khi tiến hành làm việc với các công cụ và vật liệu hàn.
Lưu ý về khi sử dụng máy hàn que điện tử
1. Trang bị đồ bảo hộ lao động
Trước khi bắt đầu quá trình hàn, bạn cần trang bị cho mình bộ đồ bảo hộ lao động. Điều này bao gồm mặt nạ hàn (hoặc kính hàn) để bảo vệ mắt khỏi tia lửa và bụi hàn. Ngoài ra, bạn cũng cần đeo găng tay để bảo vệ tay trước các chất gây tổn thương. Hơn nữa, việc mặc tạp dề hay quần áo cách điện sẽ đảm bảo an toàn cho bạn trong quá trình hàn.

2. Kiểm tra máy hàn trước khi sử dụng
Trước khi sử dụng máy hàn, bạn cần kiểm tra và đảm bảo máy ở tình trạng đủ an toàn. Hãy chắc chắn rằng dây nối được bao bọc tốt để tránh nguy cơ giật điện. Bên cạnh đó, vỏ máy cũng cần được nối đất để đảm bảo an toàn khi sử dụng.
3. Sử dụng cáp hàn của nhà sản xuất
Để đảm bảo an toàn và chất lượng, hãy sử dụng cáp hàn được cung cấp bởi nhà sản xuất. Tránh sử dụng các phụ kiện không đủ tiêu chuẩn, vì chúng có thể gây ra các vấn đề và nguy hiểm trong quá trình hàn.
4. Hàn ở nơi thoáng khí
Khí khói hàn gây hại và nguy hiểm nếu bạn hít phải. Vì vậy, hãy thực hiện quá trình hàn ở những nơi có lưu thông không khí tốt. Tránh đặt máy hàn ở những nơi có độ ẩm cao và bụi bặm. Nếu bạn đặt máy hàn ở ngoài trời, hãy đảm bảo có biện pháp che chắn để bảo vệ máy khỏi các yếu tố tự nhiên.
5. Đặt máy hàn xa vật liệu dễ cháy
Hãy đặt máy hàn cách xa những vật liệu dễ cháy và khí dễ bắt lửa. Điều này giúp tránh nguy cơ cháy nổ. Nếu bạn phải hàn điện ở nơi có nguy cơ cháy nổ, nhớ tuân thủ các yêu cầu về an toàn và phòng chống cháy nổ.

Top 3 máy hàn que đẹp phổ biến hiện nay
- Máy hàn que siêu khoẻ Weldcom MAXI 200
- Máy Hàn Que Hồng Ký HK 120F
- Máy Hàn Que Điện Tử Jasic ZX7-200E
Cuối cùng, việc nắm chắc kỹ thuật hàn que và luyện tay nghề không chỉ giúp bạn tạo ra những mối hàn chất lượng mà còn mở ra cánh cửa của nghề cơ khí. Hãy mạnh dạn trau dồi kiến thức và kỹ năng của mình để trở thành chuyên gia thực thụ trong lĩnh vực này. Đừng bao giờ ngại khó khăn ban đầu, bởi chỉ có qua thử thách mới giúp bạn trở nên xuất sắc. Bằng việc sử dụng máy hàn que điện tử và tận dụng lợi ích của nó, bạn có thể thực hiện những công việc sáng tạo và ghi dấu ấn riêng của mình. Hãy từ bỏ sự sợ hãi và theo đuổi đam mê của bạn, và sớm trở thành một “chuyên gia cơ khí” đích thực. Cùng nhau chúng ta hàn gắn những giấc mơ và xây dựng tương lai của nghề cơ khí. Hãy bắt đầu từ những điểm hàn nhỏ bé và trở thành tấm gương ghi dấu không thể xóa trong ngành này.
Thông tin liên hệ Thiết Bị Việt Tâm
Công ty Thiết Bị Việt Tâm
Hotline: 0911.161.959 – 093.818.1959
Email: thietbiviettam@gmail.com
Địa Chỉ: 631 Quốc lộ 22, Khu Phố 5, Thị Trấn Củ Chi, Huyện Củ Chi, TP. Hồ Chí Minh
Chi Nhánh: 228 -230 Quốc Lộ 51, Khu phố 2, P.An Hòa, TP Biên Hòa, Đồng Nai